Як зробити опалення з поліпропілену, підбір діаметра
Йтиметься не лише про те, як паяти поліпропіленові труби, але і про правила їх підбору, і про проектування опалення для будинку. Ціна на труби з поліпропілену найменша в порівнянні з іншими матеріалами, особливо порівняно дешеві фітинги, це в основному і визначає їх популярність. Інший важливий аспект – паяти систему опалення не складно навіть для новачка. На зварюванні поліпропілену зупинимося детальніше ….Як паяти поліпропілен
Сварка поліпропіленових труб складний будівельний процес. Відлік часу повинні бути точними, температура точної, глибина занурення бездоганною, проворот-перегини не допускаються. Тільки в такому разі не виникнуть звичайні порушення при пайку поліпропіленових труб, про які йтиметься далі.Про точність температури навіть говорити не варто. Провідні виробники зварювальних апаратів з Європи комплектую свої вироби виносними термометрами. З з дешевою технікою – температура завжди тільки «близько того».У реальності при будівництві пайка проводиться в самих незручних місцях, і частіше втомленим, або не мають відповідної кваліфікації персоналом. Час нагріву і стикування, глибина з'єднання не дотримуються. Точність рухів не витримується.Що в підсумку?

Порушення при зварюванні поліпропілену
- Завужені внутрішнього діаметра, напливи матеріалу всередину.
Якщо матеріал перегрітий, з підвищеною плинністю, то звужений в місці стиковки з фитингом не уникнути. Теж відбудеться якщо збільшити глибину занурення труби в фітінг, або зігнути розігріте місце, або зробити проворот. Подібними дій і можна і зовсім запечатати внутрішній простір.
У місці стикування окремих елемнетов з поліпропілену може з'явитися текти теплоносія, але як правило не відразу. Буває проходить і декілька років. Причина – недогрев матеріалу, неповна зварювання, з часом, при постійних температурних розширеннях, з'являється розрив.

Стикування труб з поліпропілену
З відео можна дізнатися процес зварювання. На що звернути увагу …Захист системи з твердопаливним котлом
Монтаж опалення починається з котельні, при цьому просте запитання – як зробити обв'язку котла трубами з поліпропілену. Складнощі виникають з твердопаливним не автоматизовані котлом, у якого на виході може бути занадто висока температура.Якщо зупинився циркуляційний насос, теплоносій швидко перегріється. При наступному включенні, якщо теплообмінник в котлі ще залишився цілим, занадто гаряча рідина (понад 100 град) виведе з ладу всі труби опалення.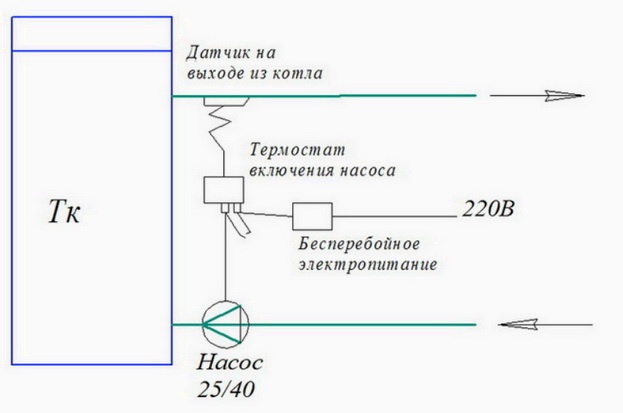 Схеми захисту від такого події показана на малюнку.
Схеми захисту від такого події показана на малюнку.
- Безперебійне електроживлення забезпечує захист від відсутності електроенергії.
вибір діаметра
Поліпропіленові труби характеризують зовнішнім діаметром, при цьому не потрібно забувати, що внутрішній буде набагато менше. Відповідність же наступне, – в таблиці наведені дані.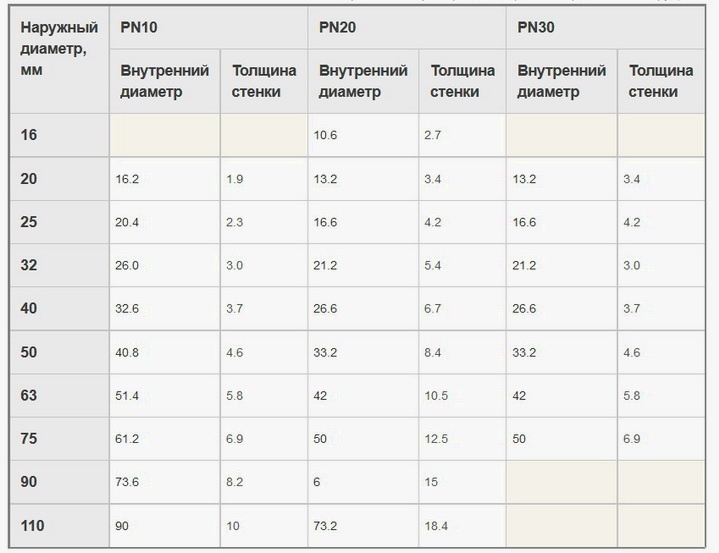 Рекомендована швидкість теплоносія в трубах – 0,3 – 0,7 м / с. – значення випливають із завдань забезпечення енергією опалювальних приладів, по порогу турбулентності і шумності, по просуванню повітряних бульбашок.Виходячи з цього, не вдаючись у розрахунки, – рекомендації по підбору діаметра поліпропіленових труб наступні. Вказано зовнішній діаметр поліпропіленових труб.
Рекомендована швидкість теплоносія в трубах – 0,3 – 0,7 м / с. – значення випливають із завдань забезпечення енергією опалювальних приладів, по порогу турбулентності і шумності, по просуванню повітряних бульбашок.Виходячи з цього, не вдаючись у розрахунки, – рекомендації по підбору діаметра поліпропіленових труб наступні. Вказано зовнішній діаметр поліпропіленових труб.
- Для одного радіатора, групи радіаторів потужністю до 5 кВт, при кількості паралельно включених радіаторів до 5 шт., – 20 мм.
- Тупикову схему при 5 – 6 радіаторах в глухому куті прокладають діаметром 25 мм, останній радіатор – 20 мм.
Прокладка труб і підключення радіаторів
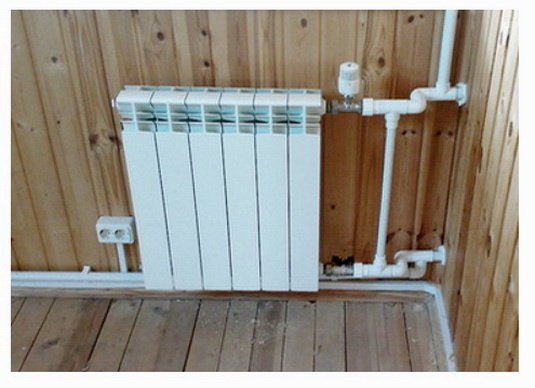
Важливо поставити загальні ухили труб і визначити місця де буде автоматичний возудхоотводчік – найвища точка, частіше на виході з котла в складі групи безпеки. А також де повинна находітмся нижча точка – слив системи, кран і забезпечення скидання в каналізацію (тільки для води).Відповідно нівеліром (рівнем) задаються висотні позначки кріплення радіаторів, для забезпечення ухилівСамі радіатори встановлюються горизонтально або з перевищенням до крана Маєвського, забезпечуються двома кранами, один з яких балансування, зазвичай на звороті. Також з автоматизованими котлами можуть застосовуватися термоголовки.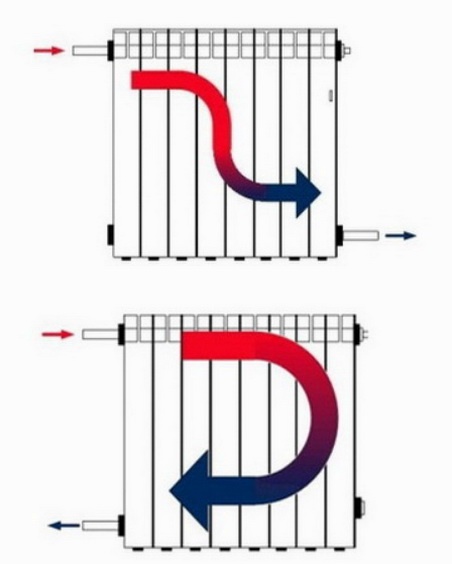 Схеми ж підключення радіаторів наступні.
Схеми ж підключення радіаторів наступні.
- Рекомендується по можливості застосовувати діагональну схему включення радіаторів поліпропіленовими трубами, як забезпечує найбільший ККД опалювального прилад.